

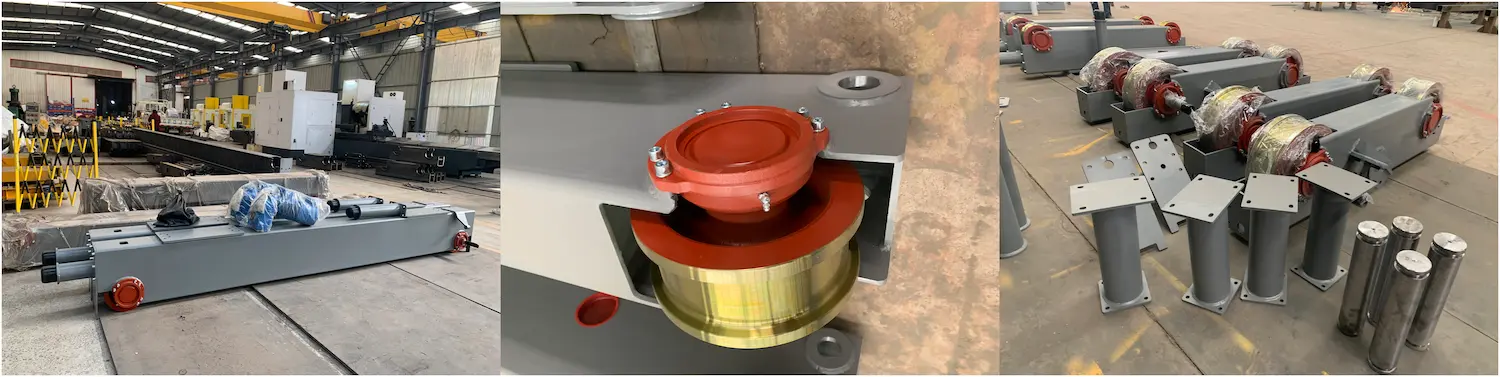
This case involves the customized R&D of end carriages for a large steel structure processing center in the Aktobe region, Kazakhstan. Designed for the client’s existing LD and HD type cranes, our highly integrated driving solutions specifically address material brittleness in extreme cold and operational stability.

End Carriages Core Technical Specifications
The following table details the engineering parameters for the 5t end carriage assembly:
|
Parameter |
Specification / Index |
Remarks |
| Rated Capacity | 5,000 kg (5T) | Matches main girder load |
| Length | 2,500 mm | Optimized for span and wheelbase |
| Wheel Diameter | Φ200 mm | Made of 45# high-quality forged steel |
| Travel Speed | 20 m/min (VFD) | Reduces inertial impact during startup |
| Drive Power | 0.75 kW × 2 | Soft-start geared motors |
| Rail Adaptation | P18 / P24 | Fits square steel or light rails |
| Duty Class | A3 – A5 | Covers light to medium loads |
| Ambient Temp | -30°C to +45°C | Specialized materials for Central Asia |

Technical Advantages and Design Points
▶Modular Structural Design: The end carriages are constructed from rectangular steel tubing (Q345B) and processed using a CNC boring machine in a single setup. Unlike traditional welded structures, integral machining ensures the coaxiality and perpendicularity of wheel axle holes. This eliminates uneven wheel pressure caused by welding deformation and significantly reduces the probability of “rail gnawing” during long-term operation.
▶Power Transmission System: Equipped with a “three-in-one” drive unit, the assembly integrates the motor, gearbox, and brake. The gearbox utilizes hard-tooth surface helical gears for high transmission efficiency and low noise. To handle grid fluctuations, all motors feature IP55 protection and Class F insulation. Combined with a Variable Frequency Drive (VFD), the system achieves soft starts and smooth stops, preventing girder torsion and load swinging.
▶Precision Positioning and Connection: Connection plates between the end carriage and main girder are laser-cut with positional tolerance controlled within 0.5mm. Rigid connection via 10.9-grade high-strength bolts ensures the overall geometric integrity of the bridge structure. Long-life polyurethane buffers are installed at both ends to absorb kinetic energy at the travel limits.
▶Surface Treatment and Anti-Oxidation: To withstand long international transit times, all units undergo Sa2.5 shot blasting before painting. The coating system includes an epoxy zinc-rich primer and a polyurethane finish, with a total dry film thickness of at least 120μm. This provides exceptional resistance to salt spray and weather aging.
Manufacturing Process Control
▶Material Re-inspection: Steel must have material certificates, focusing on yield strength and low-temperature impact energy.
▶CNC Cutting: CNC plasma cutting is used to minimize the heat-affected zone and deformation.
▶Welding Technology: CO2 gas-shielded full-penetration welding is applied, with 100% Ultrasonic Testing (UT) on critical seams.
▶Assembly Testing: Simulated no-load runs are performed before delivery to monitor motor current balance and wheel run-out.

Customer Value and Feedback
After delivery to the Aktobe site, these 5-ton end carriages passed local industrial safety inspections. Over a one-year operating cycle, the equipment has remained stable with negligible rail wear. The client reports that the compact design and easy installation significantly shortened the on-site assembly period and lowered long-term maintenance costs.