

Overview
In daily steel mill production, lifting operations are key to logistics. They are also the bottleneck determining capacity efficiency. Many equipment buyers or site managers face a common problem. Can billet spreaders and coil spreaders be used interchangeably? Both look like big devices for grabbing heavy objects.
Our after-sales feedback often shows accidents caused by wrong selection. For example, using a billet spreader to handle steel coils. This damages the coil’s inner edge. It also creates severe safety risks. These two spreaders seem to have overlapping functions. However, their stress points, gripping logic, and surface requirements differ. They follow two totally different industrial concepts.
This article avoids boring theoretical definitions. We will start from real pain points in frontline operations. We will detail structural differences between billet and coil spreaders. This helps you allocate your budget wisely across different stages. You can ensure safety without slowing down production rhythms.
Are you looking for professional spreader solutions for steel mills?
Whether grabbing high-temperature billets smoothly or lifting cold-rolled coils precisely. HSCRANE provides customized lifting solutions for you. We deeply cultivate the steel material handling field. We focus on billet spreaders, coil spreaders, complex lifting beams, and custom equipment.
Click here to download our professional “Spreader Selection Guide”. It makes your production line handling safer and more efficient.

What is a billet spreader?
Anyone in continuous casting or rolling workshops knows this. Fresh billets are heavy and have extremely high surface temperatures. They are usually above 800°C. The billet spreader is the “special hand” for cranes. It is used to grab and move these long primary steels.
It must firmly grip regular square, slab, or round billets. It must also ensure mechanisms don’t jam or fail. This happens in harsh, hot, and dusty environments. Simply put, a high-quality billet spreader is not just a tool. It is the key node keeping the hot rolling line running.
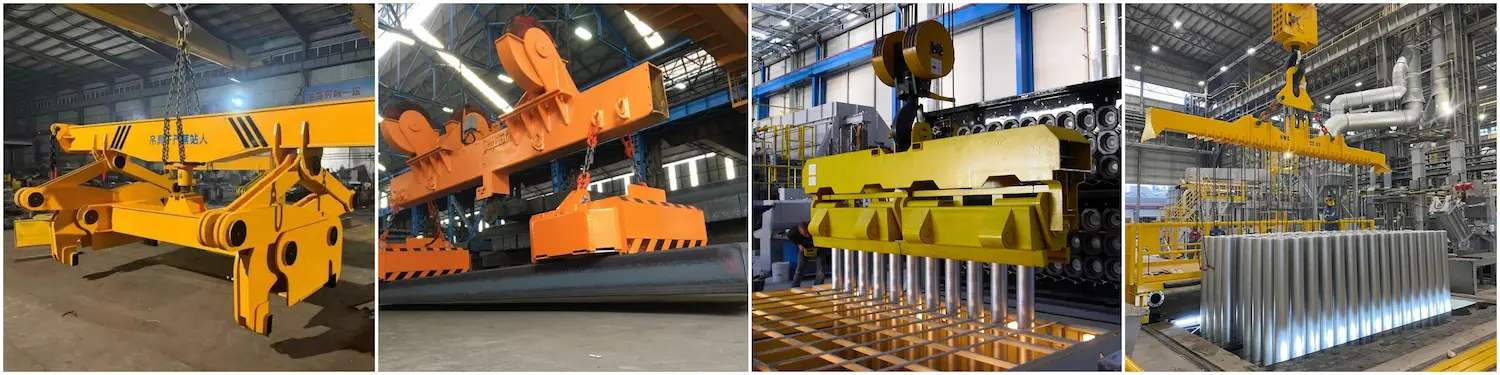
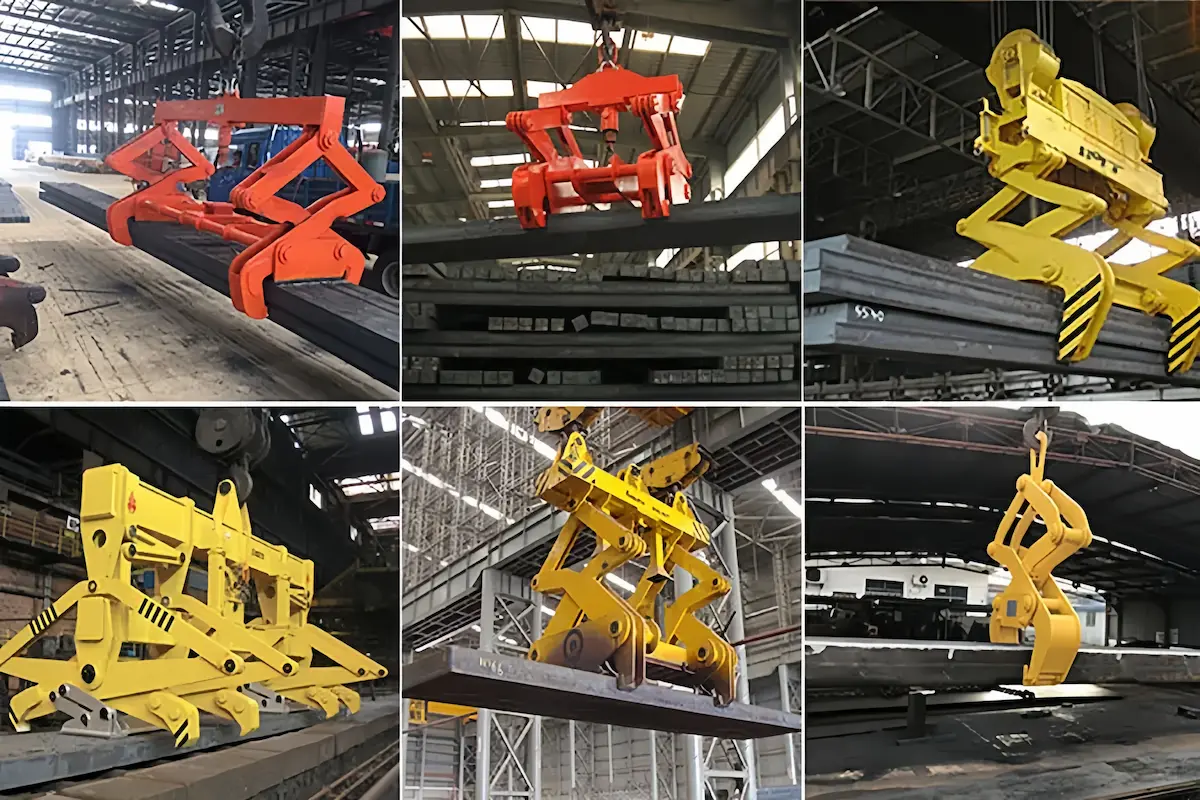
Common billet spreader types and comparisons
The market has evolved several mainstream structures. These meet different workshop lifting heights and control needs. When doing custom designs for clients, we usually recommend these types:
|
Common Types |
Core Drive Method |
Field Operation Features |
Most Suitable Conditions |
| Mechanical billet clamp | Pure mechanical linkage (gravity clamping) | Simplest structure and very low maintenance cost. It needs no extra power supply. It uses gravity to lock and unlock. It is the “workhorse” of the workshop. | High temperature, high-frequency handling. For conventional stations with limited budgets and no precise positioning needs. |
| Motorized billet spreader | Motor + reducer | The driver precisely controls actions from the cabin. It achieves smoother clamping and release. The clamping force is constant. | Automated or semi-automated lines needing precise alignment. For lines with strict requirements against billet surface scratches. |
| Hydraulic billet spreader | Hydraulic pump station + cylinder | Very large clamping force and extremely firm grip. The downside is complex maintenance. High temperatures need special hydraulic oil and seal protection. | Handling ultra-large tonnage slabs. Also for special stations needing forced clamping to prevent slipping. |
| Lifting beam billet spreader | Lifting beam + multiple clamps | Like a power strip, one long beam hangs multiple clamps. The equipment is usually electromagnetic or a mechanical combination. | Lifting multiple long billets at once. Or handling ultra-long billets to prevent end sagging and deformation. |
Working principles and core structure
From frontline operations, the most popular mechanical billet spreader uses one core logic. This is “gravity clamping.”
Through the lever principle, the crane’s upward lifting force converts. It becomes lateral clamping force on the jaws. The heavier the billet, the tighter the jaws bite. Its main structure usually contains three core parts:
●Hanger and linkage system: It connects to the crane hook. It transmits lifting force and completes locking actions. (Usually includes a stepping cam or chute mechanism).
●Tong arms and jaws (clamps): This part directly touches the billet. Jaws are usually inlaid with high-hardness alloy “teeth”.
●Locking mechanism: A mechanical device. It allows the spreader to open automatically when empty and level. It locks automatically when lifted.
Common tonnages and applicable conditions
●Common load tonnages: A single clamp is usually around 5t, 15t, or 30t. Large slabs or multi-beam combinations need more capacity. Tonnages then range from 50t to 120t or higher.
●Applicable conditions: Steelmaking continuous casting workshops (handling red-hot billets). Blooming mill raw material spans (cold billet storage or retrieval). Steel marshalling yards.

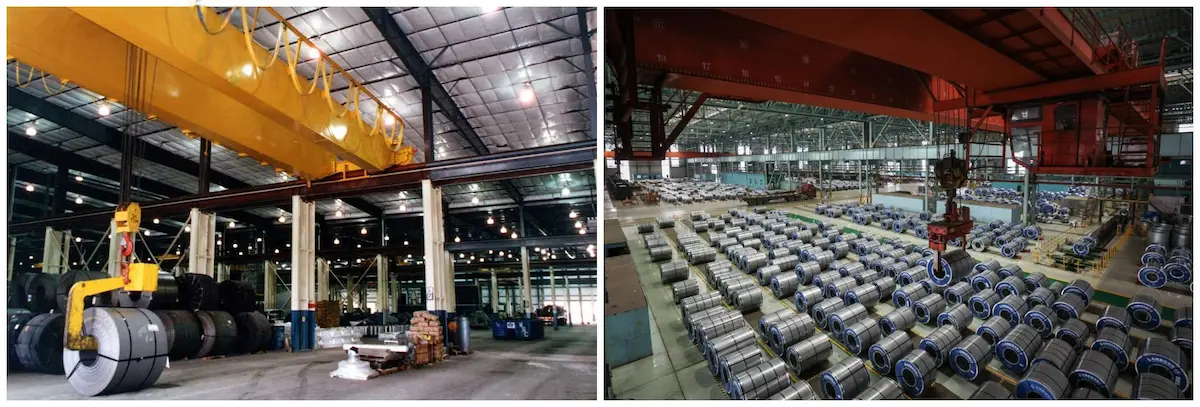
What is a coil spreader?
A coil has a special geometry. It is a cylinder with a hole. It easily deforms or gets damaged under uneven force. Thus, the design intent of the coil spreader is very clear. It must balance the center of gravity. It must also protect the coil surface. Even a small edge scratch may cause massive scrap.
Common types of coil spreaders
|
Common Types |
Load and Operation |
Advantages |
Disadvantages |
Common Scenarios |
| C-Hook | Inserts into the coil hole. Uses counterweight for balance. | Low cost. No moving parts. Very durable. | Heavy self-weight. Needs large clearance height. | Daily warehousing, loading, and unloading. A classic, general-purpose tool. |
| Clamp-type coil spreader | Grips from the outside or inner hole. | Small footprint. Good for dense stacking areas. | Complex mechanical structure. Costs more than a C-Hook. | Dense storage areas. Workshops with limited lifting height. |
| Electric turning spreader | Rotates 0-90 degrees after gripping. | Converts coil position in mid-air. Replaces floor turners. | Heavy weight. High purchase cost. | Annealing furnace feeding. Packaging lines. Special process needs. |
| Vacuum coil spreader | Uses suction cups on the coil end. | Zero contact with inner/outer diameters. Prevents all damage. | Needs very flat surfaces. Risks power loss (needs backup). | High-end automotive steel, aluminum, or copper coil handling. |

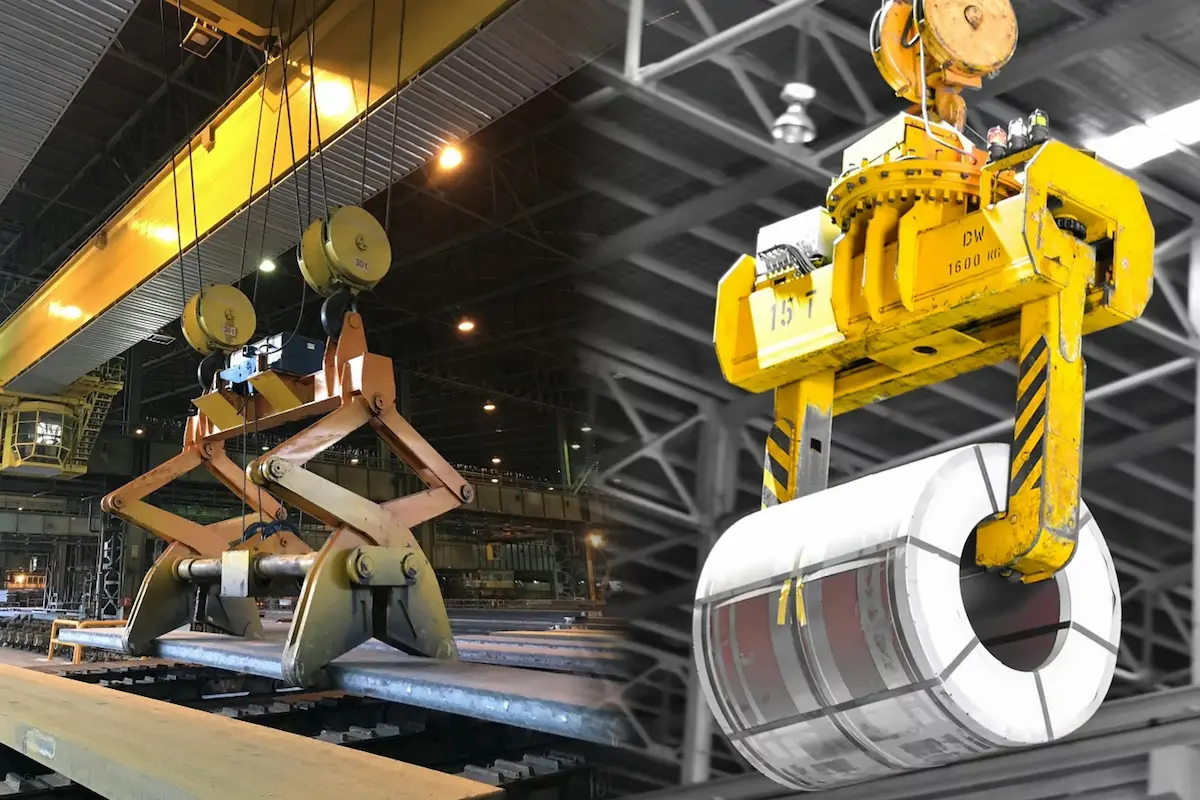
Working principle and load-bearing methods
There are two main load-bearing methods for coil spreaders:
1.Inner-hole load (C-Hook as representative): A triumph of pure physics. The lifting point design follows strict calculations. The spreader tail includes a counterweight.
●Working principle: Whether empty or loaded, the spreader surface stays level or tilted slightly up. It is usually designed to tilt up by 3-5 degrees. This ensures the coil will never slide off in mid-air.
2.Clamping load (Double-arm clamp as representative): A motor drives a screw or gear rack. This makes both arms move toward the center. It clamps the coil end or side walls. To prevent scratches, the inner side often has polyurethane (PU) pads or aluminum bronze plates.
What is the difference between a billet spreader and a coil spreader?
Clients often ask us this during early inquiries. “Both grab heavy objects, so can we just modify one for both uses?”
As an engineering team in the crane industry, our answer is always: Absolutely not. Deconstruct the core design parameters of these two devices. You will see their force models and protection mechanisms are parallel lines.
|
Comparison Items |
Billet spreader |
Coil spreader |
| Lifting Object | Square, slab, or round billets. | Cold/hot coils, galvanized or silicon coils. |
| Shape Features | Long, bulky, rough surface. | Cylindrical, clear inner/outer diameters, delicate surface. |
| Gravity Control | Distributed along length. Prevents sagging. | Concentrated at the center. Prevents hole bias. |
| Force Method | Multi-point side clamping. Gravity locked. | Inner hole support (C-type) or dual-arm clamping. |
| Common Structure | Lifting beam + multiple clamps. | C-Hook, electric horizontal/vertical clamps. |
| Automation | Very high (can be automated). | Very high (often uses sensors for safety). |
| Workshops | Steelmaking, casting, rolling. | Hot rolling, cold rolling, annealing. |
| Interchangeable? | Strongly not recommended. | Strongly not recommended. |
Field experience summary:The core mission of a billet spreader is preventing slippage. The core mission of a coil spreader is preventing damage. Swapping them causes efficiency issues. It also creates severe site safety hazards. The “hardcore” force of a billet spreader ruins precision cold-rolled coils. If you use a coil spreader for billets, the center of gravity may fail. A red-hot billet could slip. The consequences would be unimaginable.
Are you unsure which spreader fits your needs?
Do not let poor selection become a safety risk. The HSCRANE engineering team can help. We analyze your steel specs, max weight, and workshop layout. We recommend the best billet spreader or coil spreader solution for you.
[Contact the HSCRANE Technical Team Now]

How to select the right spreader for your working conditions?
Often, a spreader’s performance depends on its fit with site conditions, not price. In our custom design process, HSCRANE engineers check this list:
●Based on product: For rough primary billets, prioritize gripping force. For high-value cold-rolled or galvanized coils, prioritize scratch prevention. Use polyurethane layers, non-destructive tools, or vacuum cups. Never let the spreader damage the edges.
●Based on weight: Check the average weight and the Safe Working Load (SWL). Decide between single clamps or lifting beams based on whether you lift items individually or in rows. Suggestion: Keep a sufficient safety factor. Do not choose excessive tonnage, as it increases self-weight and reduces crane capacity.
●Based on temperature: Billets from continuous casters often exceed 800°C. High heat ages hydraulic hoses and melts cables. Mechanical spreaders are best for high heat. If using motorized or hydraulic types, install heat shields and use heat-resistant cables and flame-retardant hydraulic oil.
●Based on automation: In “lights-out” factories, the spreader acts as the crane’s eyes. You need high-precision motorized clamps or C-hooks. Integrate sensors, rangefinders, and anti-sway systems for automatic centering. For traditional workshops, simple and durable mechanical models offer the best value.

Safety precautions for billet and coil spreaders
There is no small matter in lifting. Spreader failure often leads to devastating accidents. Success is 30% quality and 70% maintenance. Here are the rules from our site inspections:
●No overloading or side pulling: Rated load is a red line. Never drag steel on the ground or pull at an angle without alignment. This causes permanent structural deformation.
●Check gripping mechanisms: Worn “teeth” (alloy blocks) on a billet spreader cause slipping. Worn pads on a coil spreader scratch the steel. Check these daily. Replace worn parts immediately. Never make do.
●Inspect lifting lugs: Lugs and pins connecting the spreader to the crane hook are critical. Perform magnetic particle inspection monthly. Scrap immediately if cracks appear or deformation exceeds 5% of original dimensions.
●Prevent coil rolling: When placing a coil with a C-hook or clamp, ensure it lands on a V-saddle or bracket. Confirm it is stable before releasing and moving the spreader.
●Prevent billet slippage: Lift the billet a few centimeters first. Let the self-weight locking mechanism bite firmly. Proceed only after confirming stability and balance.
●Maintenance: Create an individual file for each machine. Regularly grease joints, linkage systems, and cams. For hydraulic models, regularly check oil levels and inspect joints for leaks.

Why choose HSCRANE steel industry spreaders?
Choosing HSCRANE means choosing deep expertise in steel handling. We provide more than just equipment. We provide technical solutions for complex working conditions.
●Rich industry experience: HSCRANE has over a decade of service in the steel industry. We understand equipment operation patterns and environmental constraints from casting to cold rolling.
●Support for non-standard customization: We reject “one-size-fits-all” solutions. Whether for shaped coils or ultra-high-temperature billets, our team uses mechanical analysis and 3D modeling. We tailor the most suitable spreader structure for you.
●Strict quality standards: Our design and manufacturing follow high international standards. Every piece of equipment meets ISO 9001 requirements. Structural design strictly follows FEM 1.001 for fatigue strength. Key components comply with EN 13155, which specifies anti-detachment clauses and safety factors. Every operation step is traceable.
●Complete after-sales service: We know that one minute of downtime is a cost. Our global after-sales team and remote technical support ensure equipment maintains its best state under heavy loads.
HSCRANE classic project cases
Case 1: Billet handling project for a large Southeast Asian steel mill
●Client needs: Rapid, continuous, and safe handling of red-hot billets from the caster. The spreader must operate continuously at 800°C without failure.
●Lifting weight: 40 tons per piece. Supports handling two billets at once.
●Condition features: High radiation, heavy dust, and high frequency.
●Customized solution: HSCRANE designed a mechanical linkage clamp with automatic locking. Jaws use special heat-resistant alloys. We designed extended linkages to isolate the hanger from the hot zone.
●Results: Clamping efficiency increased by 30%. The replacement cycle for high-temperature wear parts is 1.5 times the industry standard. The client praised its “extremely high reliability.”

Case 2: Automated coil lifting project for an East China hot rolling workshop
●Tonnage: 35-ton C-Hook and auxiliary electric system.
●Coil size: Diameter 1200mm–2100mm, width 800mm–1800mm.
●Automation requirements: Integrated laser sensors for centering. Achieves one-touch alignment and automatic hooking from the cabin.
●Labor saving: Eliminated manual ground hooking. Enabled a transition to an unmanned workshop.
●Efficiency improvement: Compared to traditional spreaders, average lifting time dropped from 120 seconds to 45 seconds. Shift capacity increased by about 40%. It effectively relieved hot rolling line logistics bottlenecks.

From billets to coils, selecting a spreader is not a simple purchase. It is an engineering decision involving production efficiency and safety. The “hardcore clamping” of a billet spreader and “precise protection” of a coil spreader represent two different industrial logics. Choosing incorrectly impacts production continuity. It also creates risks of equipment failure and safety hazards due to slips or damage.
At HSCRANE, we know every steel mill is unique. Whether handling billets in hot continuous casting bays or automating coil spreaders in cold rolling, we provide one-stop engineering solutions. This ranges from design and manufacturing to technical support.
Get your professional steel lifting solution
Whether you need to upgrade a billet spreader, coil spreader, C-Hook, or lifting beam, or want a full material handling system, HSCRANE can help. We provide precise engineering design and support based on your site conditions.
Contact us now to get:
●One-on-one free technical consultation.
●Professional selection advice tailored to your site.
●Customized 3D design solutions.
●Transparent and fast budget quotes.
●Comprehensive global delivery and after-sales support.
Further reading: Full analysis of spreader construction
Still confused about how the locking mechanism works? Through 3D disassembly, we show you the working principles and core structural design of crane tongs.
[Click to enter: Enhancing Lifting Precision: Structure and Working Principles of Crane Tongs]
FAQ
FAQ
Q: How do I choose a C-Hook if the coil’s inner diameter is uncertain?
A: This is a common challenge. Please provide your “minimum inner diameter” and “maximum outer diameter.” We usually design a margin or use adjustable counterweights to ensure balance across different specs.
Q: Do HSCRANE’s mechanical spreaders really need no power?
A: Yes. Our mechanical billet spreader or coil spreader relies entirely on the crane’s lifting motion to lock and unlock. It needs no motors or external cables, significantly reducing failure rates in high-temperature or wet environments.
Q: Can I use a coil spreader if my workshop has limited headroom (low clearance)?
A: Absolutely. We recommend horizontal coil clamps or a custom “low-profile” C-Hook. We can also modify the lug structure to shorten the total height, ensuring it fits your space.
Q: How do you treat the surface to prevent corrosion?
A: Steel mills have high temperatures, acid mist, or moisture. We apply strict rust removal and anti-corrosion coatings. For pickling workshops, we offer special anti-corrosion paint or stainless steel contact surfaces.
Q: How long does it take to customize a spreader solution?
A: It usually takes 3-5 working days from requirement discussion and technical agreement to the 3D design output. Simple models have faster production cycles. Contact us, and we will prioritize your needs based on project urgency.
This document is for reference only. Specific operations must strictly comply with local laws and regulations and equipment manuals.