

Abstract
This article systematically introduces the selection and matching methods of crane drums and wire ropes. It focuses on wire rope structural parameters, drum types, and their impact on equipment performance. The article explains the reasonable matching relationship between drum diameter and wire rope diameter, known as the D/d ratio. It also covers key design points of rope grooves and winding methods. These insights help users optimize lifting system design. In addition, effective solutions are proposed for common problems such as wire rope wear, rope disorder, and short service life. The article also provides targeted matching recommendations for different crane application scenarios. Relying on HSCRANE’s technical advantages in drum manufacturing and overall crane design, it offers efficient and durable one-stop solutions. These solutions significantly improve equipment safety and service life.
Crane wire ropes and drums are core components of the lifting system. Their matching directly affects equipment safety and service life. Improper design may lead to abnormal wire rope wear or breakage. It may even cause serious safety accidents. Therefore, scientific selection and optimized matching are essential.

Basic Knowledge of Crane Drums and Wire Ropes
In crane lifting systems, the performance and structure of wire ropes and drums directly determine stability and service life. Understanding their basic parameters and structures is essential for scientific selection and proper matching.
Basic Parameters of Wire Ropes
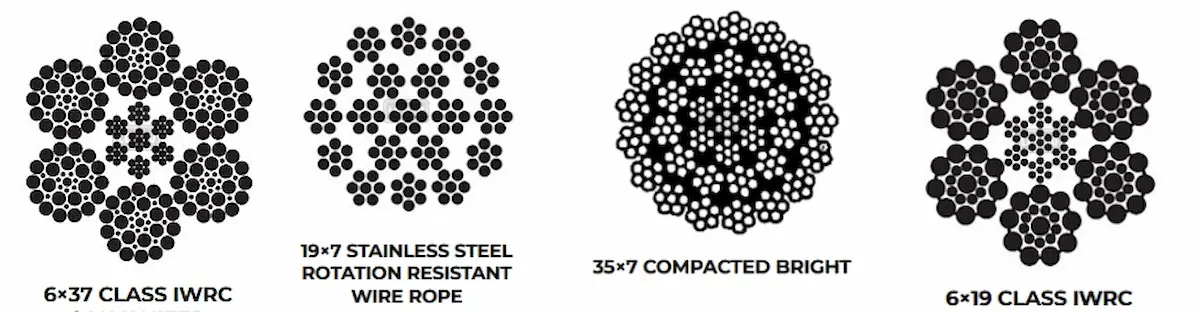
Structure types (6×19, 6×37, etc.)
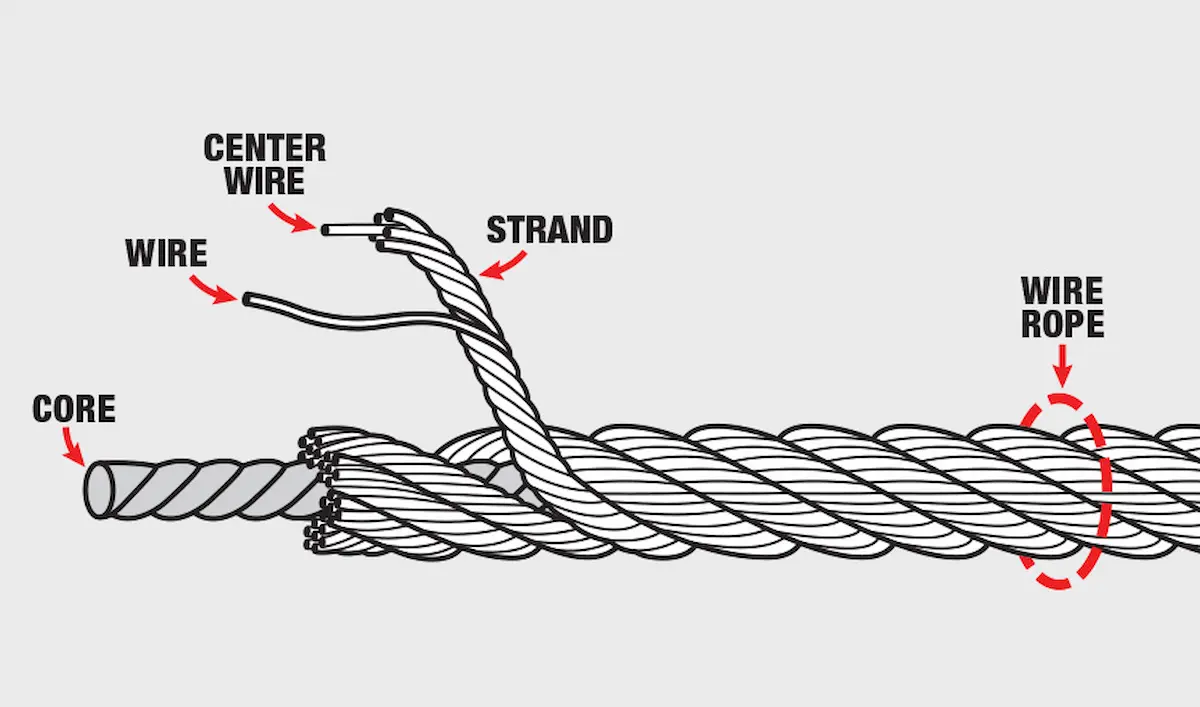
Wire ropes consist of wires, strands, and a core. Different structures define performance characteristics. Common types include:
●6×19 structure: thicker wires, high wear resistance, suitable for heavy-duty conditions
●6×37 structure: finer wires, better flexibility, suitable for frequent bending
Multi-strand structures (such as 8 strands): higher flexibility and fatigue resistance
●Rotation-resistant vs. non-rotation-resistant: critical for single-fall lifting or high-lift applications
Different structures should be selected based on working conditions such as load and duty cycle.
Diameter and strength grade
Wire rope diameter is a key selection parameter. It directly affects load capacity and drum matching.
●Diameter must meet rated load requirements
●Strength grades (such as 1570 MPa, 1770 MPa, 1960 MPa) determine tensile capacity
Proper matching ensures safety while optimizing cost.
Flexibility and wear resistance
Wire ropes undergo continuous winding and bending during operation.
●Better flexibility suits high-frequency operation
●Higher wear resistance suits heavy-duty and harsh environments
A balance between flexibility and wear resistance is required based on application needs.
Structure and Classification of Drums
Smooth drum vs. grooved drum
The drum is the core component for wire rope winding. Its surface affects rope arrangement.
●Smooth drum: simple structure, but prone to rope disorder
●Grooved drum: spiral grooves guide orderly winding and reduce wear
Grooved drums are more widely used in modern cranes.
Single-layer vs. multi-layer winding
Drums can be classified by winding layers:
●Single-layer winding: simple, uniform load, longer service life
●Multi-layer winding: suitable for high lifting height, but increases wear and complexity
Multi-layer winding requires optimized groove design and guiding systems.
Drum materials and manufacturing processes
Drum material and precision directly affect performance:
●Common materials: high-quality carbon steel or alloy steel
●Manufacturing processes: casting, welding, or machining
High-precision CNC grooving improves stability and reduces stress concentration. This extends service life.
HSCRANE Expert Tip: Matching drum groove hardness with wire rope hardness is critical. If the drum is too hard, the rope wears quickly. If too soft, grooves deform and accelerate rope failure.
Core Principles of Matching Design Between Crane Wire Rope and Drum
The matching design of wire rope and drum is a key link in the crane hoisting system, directly related to equipment operation safety, stability, and wire rope service life.
A scientific design should comprehensively consider geometric parameters, stress conditions, and actual working conditions.
Matching Relationship Between Drum Diameter and Wire Rope Diameter
The ratio of drum diameter (D) to wire rope diameter (d), h = D/d, is a key parameter in crane design.
Standard of D/d Ratio: According to GB/T 3811 and other national standards, different working classes correspond to different ratios.
The larger the ratio, the smaller the fatigue stress of the wire rope during bending.
Recommended Ranges for Different Working Conditions:
●Light duty (A3-A4): h ≥ 14 to 16
●Medium/Heavy duty (A5-A6): h ≥ 20 to 25 (such as standard overhead cranes).
●Extra heavy duty (A7-A8): h usually needs to reach above 28 (such as metallurgical cranes or busy port machinery)
Core Logic: Blindly reducing drum diameter can reduce costs, but it will cause early fatigue wire breakage inside the wire rope.

Key Parameters of Groove Design
The groove is not only the “track” of the wire rope, but also its “protective shell”.
●Groove pitch: Usually set as (1.05~1.1) × d. Too narrow spacing will cause severe friction between adjacent wire ropes, and even “rope climbing”; too wide spacing will waste drum length.
●Groove depth and bottom radius: The groove bottom radius R should be slightly larger than the wire rope radius. The ideal range is R = (0.525~0.55) × d.
●Impact on service life: A reasonable groove can provide about 120 to 150° of side support for the wire rope. Insufficient support will cause flattening deformation due to radial compression, accelerating structural damage.

Influence of Spooling Method on Matching
According to lifting height and space limitations, the selection of spooling method determines the complexity of the design.
Key Points of Single-layer Spooling Design: This is the most ideal condition. The design focus is to ensure that at extreme positions (highest point and lowest point), the entry angle between the wire rope and the groove is always within a reasonable range, and at least 2–3 safety turns must be reserved on the drum.
Technical Difficulties of Multi-layer Spooling:
●Crushing wear: The upper layer rope will exert huge radial pressure on the lower layer rope.
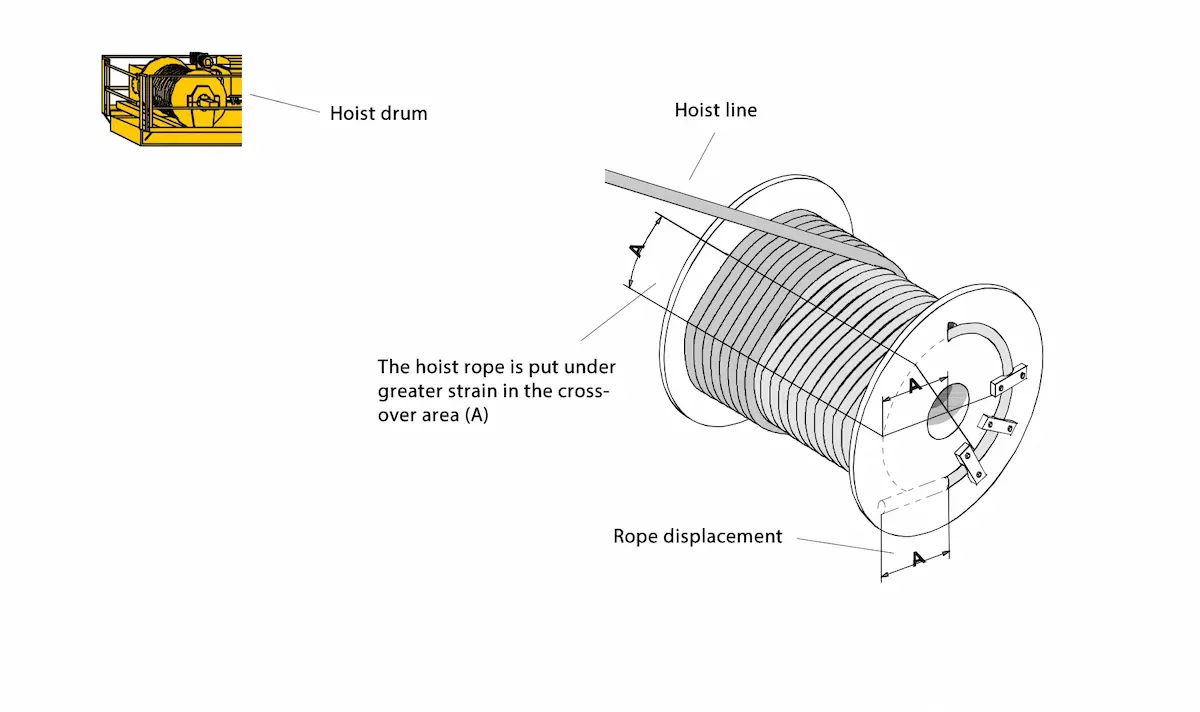
●Layer transition: When the wire rope transitions from the first layer to the second layer, disorder easily occurs.
●Solution: For multi-layer spooling applications, HSCRANE utilizes advanced Parallel Grooving (Lebus-type) designs. This specific geometry forces the rope to cross over in a controlled, 20-degree zone, ensuring perfect pyramidal spooling up to 10 layers deep, eliminating crushing and core protrusion.

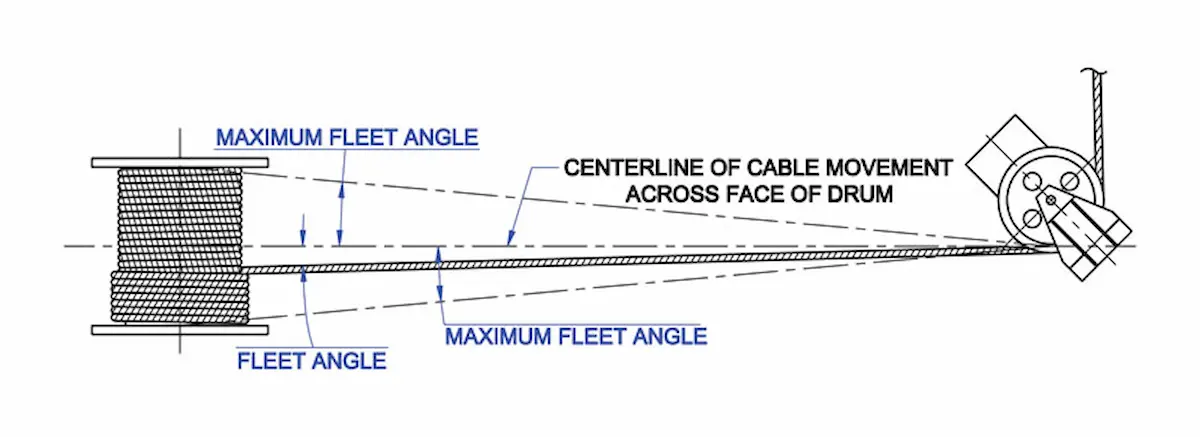
Fleet Angle Control
The fleet angle refers to the angle between the wire rope centerline and the plane perpendicular to the drum axis.
Reasonable Fleet Angle Range:
●Grooved drum: The fleet angle should be controlled between 0.5° and 2°.
●Smooth drum: The fleet angle usually needs to be less than 1.5°.
Impact on Rope Jumping and Disorder:
●Too large fleet angle: The wire rope will forcibly cross the groove flange, causing rope jumping.
●Too small fleet angle: The wire rope will accumulate at the drum end, leading to rope disorder.
●Design optimization: In long-span cranes, the fleet angle is usually optimized by increasing the distance between the drum and the first guide sheave.
Experiencing frequent rope jumping or rapid wear?
The problem might be your fleet angle. Send us your drum and sheave dimensions, and HSCRANE engineers will provide a free Fleet Angle & Spooling Assessment. [Request Free Analysis]
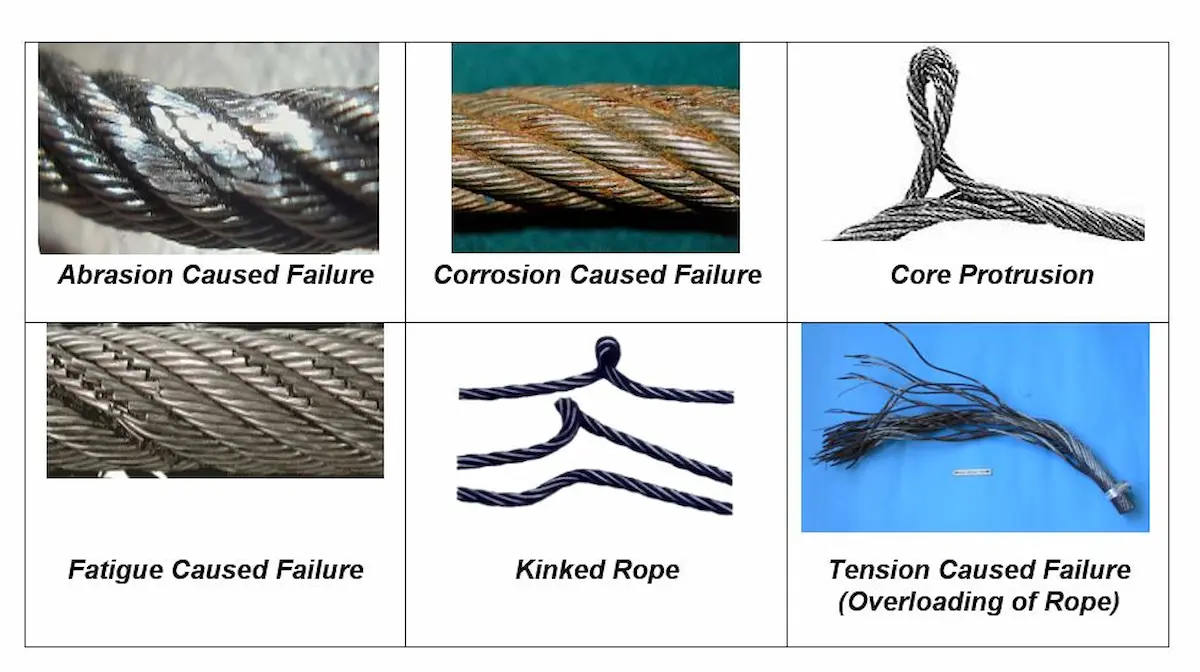
Common Problems and Solutions
During actual operation, if the matching between the wire rope and the drum is unreasonable, it will often cause a series of typical problems, such as abnormal wear, rope disorder and jumping, and shortened service life. Conducting systematic analysis and adopting targeted optimization measures for these problems is crucial to ensuring safe crane operation.
Abnormal Wire Rope Wear
Premature wire rope failure doesn’t just cost you the price of a new rope—it causes expensive unplanned downtime. Incorrect groove pitch or excessive fleet angles can destroy a new rope in weeks instead of years.
Cause Analysis:
●Inaccurate groove size: Too narrow grooves will produce a “wedging effect”, causing side compression deformation of the wire rope; too wide grooves will lead to insufficient support area and point contact stress.
●Excessive fleet angle: Too large fleet angle will cause severe friction between the wire rope and the groove wall when entering the groove, resulting in a “rope biting” phenomenon.
●Hardness mismatch: If the groove surface hardness of the drum is too high, it will cut the surface of the wire rope like a grinding stone.
Optimization Measures:
●Accurate groove repair: Regularly check the groove wear. If the groove depth wear exceeds 10% of the wire rope diameter or the bottom radius is inaccurate, re-machine or replace the drum.
●Lubrication upgrade: Use special crane wire rope grease with strong penetration to reduce internal friction between wires and friction between rope and groove.
Rope Disorder and Jumping Problems
Rope disorder not only damages equipment, but may also cause serious falling accidents of heavy loads.
Design Defects and Causes:
●Rope press failure: Under no load or light load, the wire rope tension is insufficient, and it is very easy to jump out of the groove.
●Unreasonable fleet angle: This is the root cause of wire rope accumulation at the ends or crossing grooves during multi-layer spooling.
●Insufficient drum flange height: For multi-layer spooling, the height from the outermost rope to the drum flange edge should not be less than 1.5 times the wire rope diameter.
Adjustment Methods:
●Add spooling system: For large-span or ultra-high lifting equipment, it is recommended to install a mechanical spooling device.
●Optimize rope pressing device: Install high-elastic rope pressing rollers to ensure that the wire rope can stay close to the groove even without load.
●Check limiters: Ensure that the upper limit position limiter is sensitive to prevent over-spooling compression.

Short Wire Rope Service Life
If the wire rope frequently reaches discard standards (such as excessive broken wires and diameter reduction), it is usually caused by “systematic mismatch”.
Typical Manifestations of Improper Matching:
●Reverse bending: The bending direction of the wire rope between the sheave and the drum is opposite. This alternating stress causes more than twice the damage compared with same-direction bending.
●Too small D/d ratio: Forcing a thick rope to be used on a small diameter drum will cause rapid fatigue cracks inside the wire rope.
●Excessive layer pressure: In multi-layer spooling design, if parallel grooves are not used, the bottom layer wire rope often suffers severe compression deformation due to the huge centripetal force from the upper layers.
HSCRANE Recommendation:
When it is found that the wire rope service life is far lower than expected (for example, less than 6–12), it is not advisable to simply replace with a more expensive rope, but to re-check the matching degree between the groove geometry of the drum and the working class.

Matching Recommendations for Different Types of Cranes
According to the working condition characteristics of different crane types, differentiated strategies should be adopted in the matching design of wire rope and drum. The table below summarizes matching recommendations for typical equipment, facilitating practical selection and design reference:
|
Crane Type |
Working Condition Characteristics |
Wire Rope Selection Recommendation |
Drum Design Recommendation |
Matching Design Focus |
|
Overhead Crane |
Stable operation, high frequency, medium load | Prefer 6×37 or similar flexible wire ropes, balancing fatigue performance | Use grooved drum, recommend single-layer spooling, D/d ratio suggested 20–22 | Improve flexibility and fatigue resistance, ensure long-term stable operation |
|
Gantry Crane |
Outdoor operation, large load, complex environment | Use 6×19 or high-strength wire ropes, enhancing wear and tensile resistance | Increase drum diameter appropriately, use deep groove design, optimize multi-layer spooling | Enhance wear and impact resistance, adapt to harsh environments |
|
Port and Heavy-duty Lifting Equipment |
Heavy load, high frequency, large impact load | Use high-strength grade wire ropes (such as 1770MPa and above), anti-rotation ropes if necessary | Large diameter drum (D/d ≥ 22–25), high-precision grooves, multi-layer spooling requires professional design | Emphasize high strength, fatigue resistance, and safety redundancy design |
Advantages of HSCRANE Crane Drums and Wire Ropes
As a leading crane solution provider, HSCRANE has core competitiveness in matching design and manufacturing of hoisting mechanisms:
●High-precision drum manufacturing: Using CNC large-diameter drum processing equipment, strictly controlling groove geometry and surface roughness. Overall annealing eliminates welding residual stress, ensuring long-term deformation-free operation.
●Optimized matching design capability: HSCRANE engineering team accurately calculates D/d ratio and fleet angle parameters according to different duty classes (A3–A8), avoiding rope disorder and abnormal wear risks at the source.
●High-quality materials and durability: Using high-strength alloy steel and Q355B steel, with optional hardened groove surfaces. Combined with branded special wire ropes, significantly extending service life.
●Rich project experience: Deep experience in industrial cranes, port machinery, and bridge construction, with thousands of large lifting cases, providing mature customized solutions for extreme conditions.
●One-stop solution: Providing full lifecycle services from selection calculation, design, manufacturing to maintenance. Delivering not only equipment, but also a complete safe and efficient operation system.

Summary
In summary, the proper matching of crane wire rope and drum is key to ensuring safe operation and extending service life. By scientifically determining the D/d ratio, optimizing groove design, reasonably selecting spooling methods, and strictly controlling fleet angle, wire rope wear can be reduced. These measures help avoid rope breakage risks and improve overall operational stability. At the same time, targeted design based on different working conditions is an important prerequisite for efficient and reliable operation.
Expert Consultation and Precise Selection
Facing complex working conditions, blind selection carries significant risks.
HSCRANE technical experts now provide free hoisting mechanism matching calculation services.
Whether for new crane customization or old equipment renovation, we can tailor safer and more durable solutions for you.
[Contact HSCRANE Now to Get a Professional Selection Report]
Further Reading: Building an Efficient Hoisting System
Mastering the matching logic of drum and wire rope is only the first step.
To achieve stable operation and precise control, power matching of motor and gearbox is equally critical.
Want to learn how to calculate gear ratio and select the most suitable hoisting motor to avoid overheating loss?
[Click to Read: Crane Gearbox & Motor Selection Guide: Formulas, Matchings, and Best Practices]
FAQ
Q1: What are the main causes of wire rope jumping out of the groove?
A1: There are three main reasons:
●Excessive fleet angle (greater than 2°), causing the rope to be forced out by the groove edge
●Insufficient tension, causing rope loosening and bouncing under no load or sudden stop
●Severe groove wear, losing the original geometric constraint
Q2: Can a slightly thinner or thicker wire rope be used on an old grooved drum?
A2: This is strictly prohibited. The groove radius is designed for a specific diameter.
Too thick rope causes lateral compression deformation; too thin rope causes insufficient bottom support and point contact stress.
Both will cause rapid failure of the wire rope within weeks.
Q3: How many safety turns should be reserved for the first layer in multi-layer spooling?
A3: According to national standards, when the hook is at the lowest working position, at least 2–3 safety turns must remain on the drum, excluding the fixed rope end turns, to share load and prevent rope pull-out.
Q4: Why do “groove marks” appear on the drum after a period of operation?
A4: This is usually due to hardness mismatch between drum material and wire rope.
Ideally, groove hardness should be slightly lower than the wire rope.
If obvious marks appear, the drum material is too soft and must be re-machined and heat-treated, otherwise the marks will cut new ropes like a saw.
Q5: How to determine when the drum should be replaced instead of only the wire rope?
A5: Consider replacing the drum when the following conditions occur:
●Groove bottom wear depth exceeds 10% of the wire rope diameter
●Groove flange shows cracks or severe damage
●Drum wall thickness wear reaches 20% of the original thickness
This document is for reference only. Specific operations must strictly comply with local laws and regulations and equipment manuals.