

In the Eastern Economic Corridor (EEC) industrial park in Rayong, Thailand, a leading automotive chassis component manufacturer was facing severe production pressure. The plant’s stamping and welding workshops were equipped with two 10-ton (10t) European-style single girder overhead crane systems, responsible for critical operations such as mold replacement and heavy steel plate handling. Due to Thailand’s tropical climate, the industrial park experiences year-round temperatures of 30°C–38°C, combined with high humidity and salt mist corrosion risks. After five years of high-frequency continuous operation, key components of the original cranes showed significant performance degradation:
- Wheel wear: Frequent start-stop cycles caused tread spalling on crane wheels, leading to misalignment in travel paths.
- Hoisting mechanism aging: The original hoist braking system responded slowly, creating a potential hook slipping risk.
- Electrical failures: Components inside the control cabinet suffered from high-temperature oxidation, frequently causing logic errors and unplanned production downtime.
To eliminate safety risks and restore production efficiency, the company turned to HSCRANE for a high-standard, highly compatible overhead crane component upgrade solution.

Core Product Specifications and Technical Details
After conducting remote working condition analysis, the HSCRANE engineering team designed a precise upgrade package for the client’s 10-ton European-style overhead crane. Below are the key product specifications:
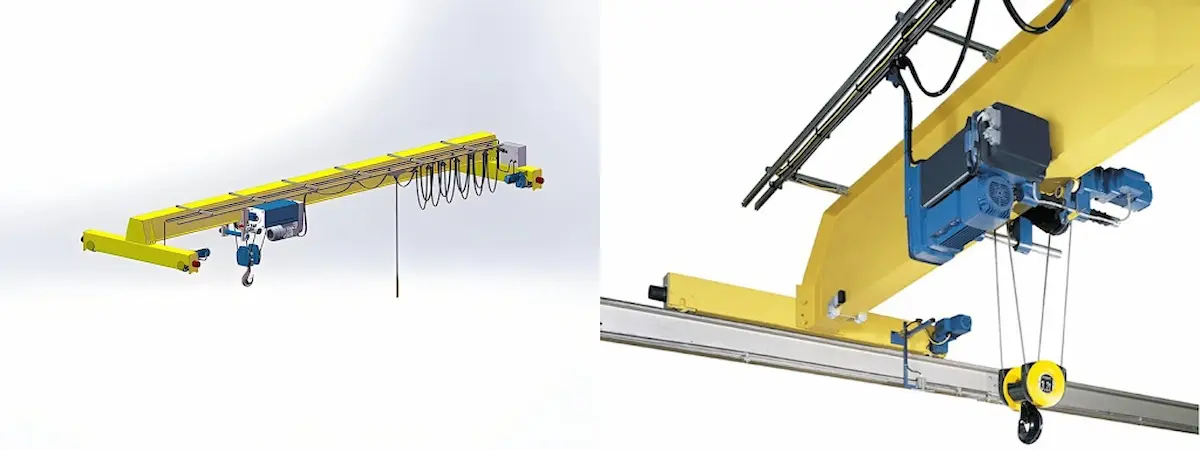
European Low Headroom Wire Rope Hoist – Core Components
- Rated lifting capacity: 10 tons (10t)
- Lifting speed: 0.8 / 5.0 m/min (dual-speed control)
- Lifting height: 9 meters (m)
- Duty classification: FEM 2M / ISO M5 (suitable for high-duty operations)
- Technical highlights: Equipped with an integrated three-in-one geared motor and disc brake system, ensuring zero slippage during lifting. Features overload protection and thermal protection for enhanced safety and durability.

High-Performance Crane Wheel Group
- Material specification: 42CrMo forged alloy steel
- Heat treatment process: Advanced medium-frequency induction hardening, achieving a tread hardness of HB300–380 and a hardened depth exceeding 15 mm
- Wheel diameter and bearings: Φ250 mm wheel diameter, equipped with SKF or FAG spherical roller bearings, ensuring long service life under heavy loads

Intelligent Electrical Control and Variable Frequency System Upgrade
- Core components: Schneider electric contactors and low-voltage components, ABB variable frequency drives (VFD)
- Protection level: The control cabinet reaches IP55 protection level, with moisture-proof and anti-corrosion coatings applied to key wiring points—specifically designed for Southeast Asia’s humid environment
- Functional integration: Added soft start and soft stop functions, significantly reducing load sway during lifting operations

Implementation Process and Localized Support
- Customized solution and precise compatibility: Compatibility is critical in crane upgrades. Instead of supplying standard components, HSCRANE customized the end carriage wheel group based on the original crane’s main girder web spacing and rail specifications. This non-standard customization ensured seamless, damage-free replacement on-site in Thailand, eliminating the need for complex cutting or welding modifications.
- Rapid response and logistics assurance: Considering the high cost of production downtime, HSCRANE activated a priority supply chain. After precision manufacturing and testing in China, the components were shipped via Shanghai Port to Laem Chabang Port, Thailand. With efficient logistics coordination, the entire batch was delivered to the Rayong site within 15 days.
- Remote technical support: During installation, HSCRANE provided bilingual (Chinese-English) installation manuals and real-time video guidance. The client’s maintenance team received step-by-step support for hoist installation, festoon cable arrangement, and VFD parameter configuration.
Customer Value: A Dual Breakthrough in Efficiency and Service Life
Three months after the upgrade, the client reported significant improvements:
- Increased operational efficiency: With VFD control technology, mold positioning time per lift was reduced by approximately 20%, achieving millimeter-level precision.
- Reduced maintenance costs: The high-hardness alloy wheel group demonstrated excellent wear resistance, with an expected service life extended by 2.5 times.
- Enhanced safety: Improved electrical protection systems eliminated malfunctions caused by component aging, significantly ensuring the safety of personnel working at height.

HSCRANE Message
“In Southeast Asia and global markets, overhead crane components are not just replacement parts—they are the foundation of productivity. At HSCRANE, we deliver not only components but also a professional commitment to extending the lifecycle of your equipment.”