

Overview
The bridge girder and end carriage form the load-bearing skeleton. They are crucial for system stability and service life. Many engineers only focus on lifting capacity during selection. They often ignore span and deflection matching. Overlooking end carriage wheel pressure design is also common. This causes serious rail gnawing and structural deformation. It can even lead to unexpected downtime later. Improper selection only saves initial purchase costs. However, it brings high maintenance costs and safety risks. This article skips boring theories. It analyzes bridge girder and end carriage selection practically. We help you uncover hidden pitfalls behind key parameters. You can then make the best decision for your condition.
Are you still worrying about bridge girder dimensions?
For special environments or complex conditions, HSCRANE helps. Our team offers free bridge girder structural checks. We also provide wheel pressure calculations and end carriage advice. We help you avoid design blind spots. This ensures stabler operation and lower overall costs.
[Click here:Contact HSCRANE's technical experts]

Why Do Bridge Girder and End Carriage Determine Overall Overhead Crane Performance?
During many purchasing discussions, we notice a common trend. Customers focus mainly on hoist motors and control systems. Advanced electrical systems cannot compensate for poor physical structures. Substandard structures cause frequent abnormal noises and vibrations. They also lead to track wear after production starts. The bridge girder and end carriage are the crane’s backbone and legs.
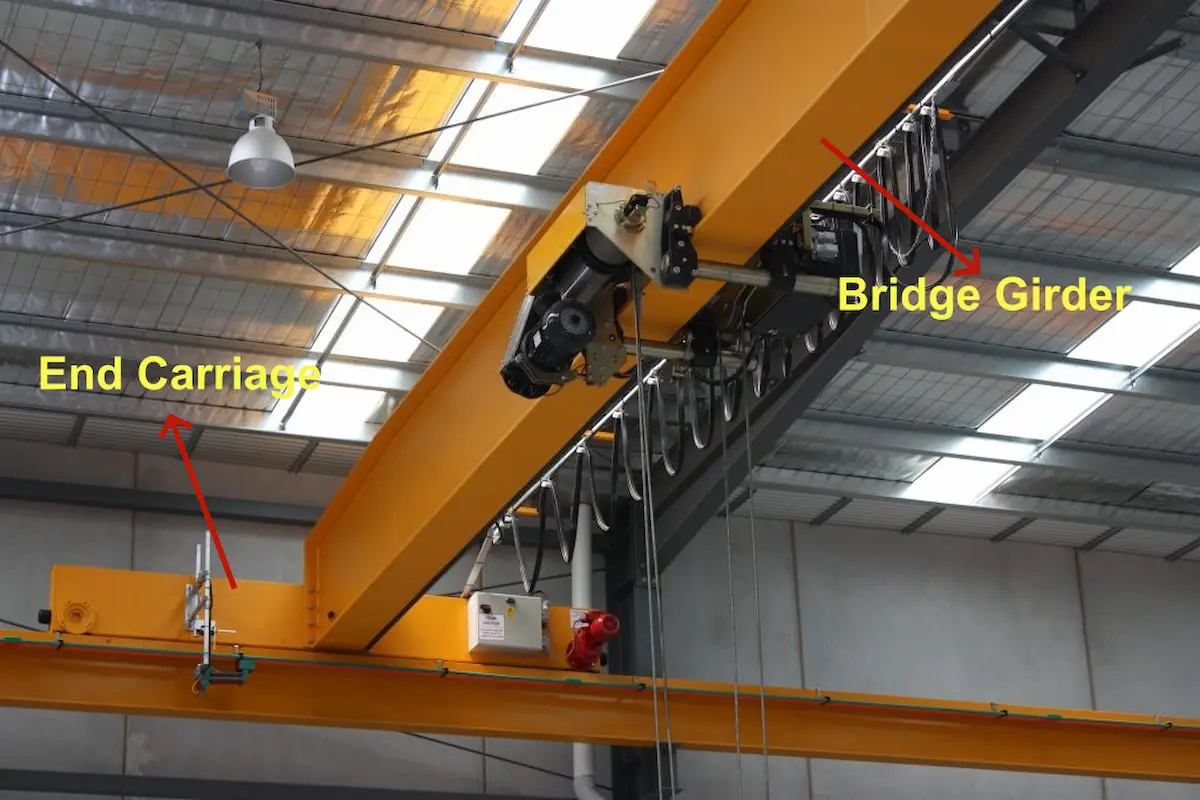
What is a Bridge Girder?
Do not think the bridge girder is a simple steel beam. As the main load-bearing structure, it spans the factory tracks. It bears the vertical pull of lifted weights. It also handles lateral impacts during trolley operation.
●Structural Form: Common types include single and double box girders. I-beams are also used as single girders. To offset sagging, a bridge girder is pre-cambered upward.
●Core Performance: The key lies in stiffness control. If bridge girder stiffness is low, it bends severely. This happens during full-load lifting due to excessive deflection. This causes the trolley to roll towards the mid-span. It also causes severe swaying during operation. This directly shortens the equipment’s service life.

What is an End Carriage?
The end carriage is installed at both bridge girder ends. It integrates wheels, reducers, motors, and buffers inside. This mechanism supports the bridge girder. It also travels longitudinally on the tracks.
●Structural Form: It is usually welded from rectangular steel tubes. Steel plates are also used for forming. Its core dimension is the wheelbase. The wheelbase must strictly match the overhead crane’s span.
●Core Performance: It determines if the crane travels straight. Low end carriage processing accuracy causes issues. Even tiny wheel assembly angle deviations are problematic. These cause intense friction noises during operation. The industry calls this “rail gnawing.” Long-term gnawing ruins wheels and tracks. It also greatly increases the drive motor load.

Bridge Girder and End Carriage Key Function Comparison
|
Component |
Core Function |
Key Factors in Selection and Design |
| Bridge Girder | Bears hoisting mechanism and lifted load. | Deflection rules, factory span, structure stiffness and strength. |
| End Carriage | Supports bridge girder. Drives crane smoothly along factory tracks. | Wheel pressure, drive mode, wheelbase, running stability. |
Five Key Technical Parameters for Bridge Girder and End Carriage Selection
To buy a good overhead crane, do not just look at the tonnage. The following five engineering parameters decide structural dimensions. They also determine materials and lifespan. Any evaluation error will create hidden dangers for future safe operation.
|
Core Parameter |
Impact on Bridge Girder Design |
Impact on End Carriage Design |
| Lifting Capacity | Determines section height and web thickness. | Determines total wheel pressure and wheel forging material. |
| Span | Larger spans require exponentially larger girder sections. | Determines end carriage wheelbase ratio to prevent deviation. |
| Working Class | Determines girder fatigue life and welding inspection standards. | Determines durability of wheels, bearings, and drive systems. |
| Wheel Pressure | Affects local stiffener design at bridge girder ends. | Directly determines wheel diameter and bearing model selection. |
●Lifting Capacity and Span Trap: Many buyers ignore the span’s impact. A 10-ton crane with a 10-meter span differs from a 30-meter one. Their girder section area and deadweight are completely different. As deadweight increases, end carriage wheel pressure also soars.
●Never Compromise on Working Class: A3 is enough for two lifts daily. Steel mills or grabs running continuously need A6 or A8. If the working class is too low, bridge girder welds will crack. End carriage wheel bearings will also fail frequently.
●Deflection and Stability: Substandard deflection makes the main girder bend under load. The trolley runs on a sunken track. Motors struggle to climb, and braking becomes difficult. This makes operators below feel very unsafe.
Unsure about bridge girder and end carriage sizes for your factory?
Using standard sizes directly often increases unnecessary costs. It can also overload corbels due to excessive wheel pressure. HSCRANE engineers consider your span, capacity, tracks, and frequency. We offer free bridge girder checks and precise wheel pressure calculations. We also provide end carriage optimization advice. This helps reduce design risks and unnecessary purchase costs.
[Click here: Contact HSCRANE engineers for a custom solution]

How to Choose a Bridge Girder Structure? Single, Double, and Box Girder Comparison
Bridge girder structures affect your budget. They also determine if the overhead crane fits your space and frequency. We summarize the hard indicators of these three main structures. This helps you make a more intuitive decision.
|
Bridge Girder Type |
Recommended Load |
Recommended Span |
Relative Cost |
Applicable Industries and Scenarios |
| Single Girder | ≤15T | Small to Medium | ★ | General manufacturing, machining workshops, light assembly lines. |
| Double Girder | 15-200T | Medium to Large | ★★★ | Heavy industry, large mold manufacturing, equipment maintenance. |
| Box Girder | Heavy/Extra Heavy | Large | ★★★★ | Ports, steel mills, shipyards, high-frequency continuous operations. |

Selection Advice
●Single Girder Crane: The king of cost-effectiveness. It has light deadweight and low wheel pressure. This means low load-bearing requirements for factory corbels. It is absolutely the first choice for low lifting frequencies. Disadvantages include limited lifting height and average torsional stiffness. It is not suitable for unbalanced load operations.
●Double Girder Crane: The stability representative. The trolley runs on top of two main girders. This provides a higher effective lifting height. Overall anti-sway ability also increases exponentially. It is required for frequent heavy lifting. It is also essential if adding auxiliary hooks or grabs.
●Box Girder: This refers to fully enclosed welded box structures. They are used for large tonnages and spans. Their torsional and bending stiffness is extremely high.
Pitfall Warning: Box girders have a very large deadweight. Do not blindly choose them for old factories with limited load-bearing capacity. Factory column reinforcement costs alone could buy another overhead crane.

How Does End Carriage Design Affect Overhead Crane Running Stability?
The end carriage is an accessory. However, it controls the overhead crane’s longitudinal running lifeblood. Tiny design flaws are amplified during long-term operation. Here are 6 core perspectives to evaluate end carriage performance:
●Two-wheel and Four-wheel Drive: Two-wheel drive suits normal conditions. For large spans or heavy loads, multi-wheel bogies are better. They disperse wheel pressure effectively. This prevents crushing factory tracks.
●End Carriage Wheelbase: The strict industry rule is 1/6 to 1/8 of span minimum. Short wheelbases cause severe twisting. It sways like wearing ill-fitting shoes.
●Wheel Diameter: Never shrink wheels to save material costs. Large wheels reduce overall bearing pressure. They roll over track joints smoothly. This reduces equipment vibration.
●Buffer Configuration: This is the last impact defense line. Choose polyurethane or hydraulic buffers carefully. This depends on running speed. They absorb extreme impact energy. This protects main structures from breaking.
●Travel Limit: Photoelectric or mechanical limiters are standard. They ensure automatic braking before track ends. This prevents disastrous derailment accidents.
●Rail Gnawing Causes: This is chronic overhead crane cancer. Drive motors might be out of sync. Wheel deflection may exceed limits. The bridge girder might deform. These cause intense friction. Precise machining and laser alignment are the only solutions.

Advantages of HSCRANE Bridge Girder and End Carriage Solutions
HSCRANE never relies on guesswork for manufacturing. We strictly follow authoritative international standards. We implement safety margins into every engineering detail. This delivers truly durable and hardcore equipment:
●Strict International Standards: Our structural design meets European guidelines. Working classes correspond to ISO 4301-1. We use FEM 1.001 for mechanical modeling. Bridge girder load requirements follow EN 15011 strictly. Your equipment easily passes strict global safety acceptances.
●FEA Optimization: We abandon traditional steel thickening guesses. We use professional stress analysis software. This locates and reinforces bridge girder weak points. It reduces redundant deadweight. This creates lightweight overhead cranes. It saves significant factory infrastructure costs.
●High-Precision End Carriage: We weld the end carriage first. Then we use a large CNC boring machine. This one-time clamping ensures high precision. It keeps coaxiality errors minimal. This cuts rail gnawing risks from the source.
●Strict Wheel Pressure Calculation: We simulate severe full-load eccentric conditions. This calculates maximum single-wheel bearing capacity. We never allow excessive wheel pressure. This safely protects your corbels and track foundations.
●Customization and Export Experience: We handle extreme explosion-proof or metallurgical conditions. We provide customized drawings for complex upgrades. We export bridge girder and end carriage systems globally. We understand shipping logic and field assembly pain points.

Classic Case: HSCRANE Customizes Bridge Girder and End Carriage Systems
●Customer Profile: Multinational steel and wind tower group. Located at V-Steel factory in Vietnam.
●Project Details: Four 32/10T-28.5m double girder overhead cranes. Includes custom bridge girders and multi-wheel end carriages.
●Background: The new heavy wind tower workshop requires 24/7 operations. The 28.5m span demands extremely high crane fatigue resistance.
●Challenges Faced:
1.Foundation capacity reached its limit. Crane deadweight needed a 15% reduction.
2.Full-load operations create high wheel pressure. Standard designs would crush existing steel rails.
3.Long bridge girders require shipping segmentation. This must preserve overall site assembly stiffness.
●HSCRANE Solutions:
1.Girder Weight Reduction: FEA optimized the double box girders. Deflection was kept strictly under L/1000. We successfully reduced bridge girder weight by 18%.
2.End Carriage Redesign: We customized an 8-wheel end carriage system. Multiple bogies shared forces evenly. This cut maximum wheel pressure by 40%. It perfectly saved the factory corbels.
3.Shipping Technology: High-strength flange bolts connected the segmented bridge girder. It fit 40HQ containers perfectly. This slashed special logistics costs by half.
●Project Results: Equipment ran 20,000 heavy lifting hours over three years. Wheel wear remains strictly under 1.5mm. This guarantees true zero rail gnawing. The solution saved $35,000 in initial costs. Future maintenance and downtime costs were minimized.

Common Bridge Girder and End Carriage Selection Errors and Pitfalls
Many overhead crane purchases seem budget-friendly initially. However, maintenance costs consume these savings after production starts. As industry veterans, we summarize 6 common selection errors. This helps you avoid pitfalls in advance:
●Only Checking Tonnage, Ignoring Wheel Pressure: This is the deadliest pitfall. Longer girders mean heavier deadweight. Blindly ordering without calculating maximum wheel pressure is risky. The equipment might crush the factory’s load-bearing corbels. This causes the entire project to halt.
●Insufficient Deflection Checking: Substandard deflection makes the bridge girder sag severely under load. This causes the electric hoist to slide towards the mid-span involuntarily. Long-term elastic deformation also accelerates weld fatigue cracking.
●Selecting Low Working Class: Buyers force high-frequency conditions into light A3 standards for lower quotes. As a result, end carriage drive lifespan plummets. Bridge girder structures age prematurely. The crane becomes a constant repair burden quickly.
●Forgetting Heat-Resistant Bearings in High Temperatures: Steel mill overhead cranes bake in high temperatures constantly. End carriage wheels must use high-temperature bearings and special grease. Otherwise, bearings will seize quickly and cause safety accidents.
●Lacking Reinforced Sealing in Dusty Environments: Dust is the biggest killer for end carriage reducers and motors. Normal IP54 protection levels cannot withstand cement or stone dust. Upgraded sealing devices or dust covers are strictly required.
●Leaving No Capacity Margin for Future Expansion: Factories may lift heavier equipment later. If the initial bridge girder capacity has zero margin, upgrading is impossible. You must scrap the entire overhead crane and buy a new one.

Conclusion
Bridge girders and end carriages are not just assembled steel. They are the crane’s load-bearing skeleton and walking legs. Broken motors and burned electrical components are replaceable. However, poor bridge girder stiffness or end carriage deformation means scrapping the crane. Spending more thought on selection initially prevents countless future detours. Do not let sloppy selection become a decade-long maintenance nightmare.
Which Bridge Girder and End Carriage Configuration Suits Your Factory?
Stop worrying about parameter tables! Send us your factory span, estimated capacity, and operating frequency. HSCRANE senior engineers provide free professional bridge girder structural checks. We also offer wheel pressure calculation reports. We help you create a safe and cost-effective selection plan.
[Click here now: Communicate 1-on-1 with HSCRANE engineers for free calculation plans]
Want More End Carriage Insights?
The bridge girder determines how much the crane carries. The end carriage determines how stably it travels. Want to understand the critical point between two-wheel and eight-wheel drives? Wondering how to configure bearings and buffers in extreme conditions?
Click the link below for a comprehensive end carriage technical manual: [In-depth Analysis: Everything You Need to Know About Crane End Carriages]
FAQ
Q: What is end carriage wheelbase and why is it important?
A: It is the distance between two wheel centers on one end carriage. It directly determines crane travel guidance. The wheelbase must be at least 1/6 of the crane span. A short wheelbase causes severe twisting and dangerous rail gnawing.
Q: How to initially calculate bridge girder deflection?
A: An industry empirical formula exists. Maximum allowed deflection is usually S/1000 or S/750 (S represents span). For a 20m span at 1/1000, mid-span sag cannot exceed 20mm. Exceeding this means substandard stiffness.
Q: What is the maximum single bridge girder tonnage?
A: Single girder cranes have an economic limit of 15-20 tons. Forcing single girders beyond 20 tons creates bulky, unstable, and costly sections. We strongly recommend double girders for anything over 20 tons.
Q: Are box girders always better than I-beams?
A: No. Box girders suit large tonnages and harsh conditions perfectly. However, they are heavy and costly. For light workshops under 5 tons, I-beams offer lower costs and lighter deadweights. They are highly cost-effective.
Q: How to judge if an end carriage needs replacing?
A: Check for severe wheel flange wear indicating incurable rail gnawing. Listen for harsh friction noises or severe jerks during operation. Inspect connecting welds for fatigue cracks. If found, stop the machine immediately for a replacement evaluation.
This document is for reference only. Specific operations must strictly comply with local laws and regulations and equipment manuals.