

Abstract
Critical procurement decisions for crane parts directly impact equipment safety, uptime, and total cost of ownership (TCO). Original Equipment Manufacturer (OEM) parts strictly adhere to initial design specifications for structure, assembly, and function. In contrast, aftermarket alternatives offer flexibility in procurement costs and lead times. This article analyzes selection strategies for core crane components across material metallurgy, dimensional accuracy, and performance verification.
Evaluating crane parts procurement plans? HSCRANE provides technical consultation for overhead, gantry, jib, and custom crane parts to balance safety, cost, and lead time.
Contact us for professional selection advice.

Definition and Differences: OEM vs. Aftermarket Crane Parts
What are OEM Crane Parts?
OEM (Original Equipment Manufacturer) parts are produced by the original crane builder or authorized supply chains. Their core technical barrier lies in the exclusivity of the original design database. OEMs hold original CAD models and GD&T (Geometric Dimensioning and Tolerancing) data. This ensures parts match original designs 100% in structure, assembly size, and function. Strengthen your supply chain: As your professional material handling partner, HSCRANE Crane Parts supplies 100% certified OEM parts. Leveraging a vast global warehousing network, we provide rapid delivery channels. We also deliver underlying engineering data and factory technical support to ensure seamless replacement and long-term reliability.

What are Aftermarket Crane Parts?
Aftermarket parts are provided by third-party manufacturers independent of the original equipment manufacturer.
●Reverse Engineering Driven: Aftermarket parts typically rely on 3D laser scanning and chemical spectroscopy of existing physical components for replication.
●Design Data Blind Spots: Manufacturers lack access to original OEM blueprints. They can only replicate physical dimensions but cannot determine initial fatigue safety factors, heat-treatment hardness gradients, or tolerance zone rationales under extreme load cases. This data gap easily amplifies into safety hazards under heavy-duty or high-frequency operating conditions.

Clarification of Common Procurement Terms
Different terms on an engineering procurement list represent distinctly different quality baselines:
●Genuine OEM: Features fully traceable production batch numbers, factory Non-Destructive Testing (NDT) reports, and original factory warranties.
●OEM-equivalent: The manufacturer guarantees that the material grade, yield strength, and geometric tolerances match or exceed OEM standards. Premium equivalent parts are typically produced by specialized factories with ISO 9001 certification and independent material laboratories.
●Will-fit parts: Only meet physical dimensional compatibility (“it fits”). They usually compromise on alloy composition, surface hardening depth, or machining precision to reduce costs.
Engineering Risk Notice: Never equate “will-fit” parts with “equivalent” parts. Applying a will-fit wheel set to heavy-duty classification equipment (such as FEM 2m/3m or above) easily triggers eccentric bearing wear and premature wheel flange biting.

Common Myth: Are Aftermarket Crane Parts Always Inferior to Genuine OEMs?
Not entirely. The core difference lies in engineering verification capabilities and application scenarios.
Premium equivalent (OEM-equivalent) suppliers with ISO 9001 certification and complete material traceability systems can deliver high-quality components for standard wear-and-tear mechanisms. However, for safety-critical components that lack original CAD models and fatigue load calculations, genuine OEM parts retain an irreplaceable, absolute advantage in fundamental physical validation. You can browse the HSCRANE Crane Parts OEM inventory at any time to find the optimal solution for your needs.
Applicability of Industry Standards to Parts
Compliance of crane parts is directly linked to international engineering standards:
●EN 13001 and DIN Standards: Govern fatigue strength and mechanical load verification for crane structural components. Material toughness for primary load-bearing parts (such as drum shafts and end carriage connectors) must strictly match the designated grades.
●FEM 1.001 Specifications: Dictate the design life of equipment under specific operating conditions. Aftermarket gears that have not undergone fatigue verification according to the corresponding FEM class face a high risk of tooth breakage under full load.
●CMAA Standards: Dominate the North American market, explicitly defining deflection limits and dynamic load factors for components.
Material and Metallurgical Performance Considerations for Critical Components
How OEMs Ensure Material Traceability
OEMs strictly control material supply chains to achieve 100% metallurgical data traceability from steel ingots to finished products:
●Mill Certificates: Provide certificates complying with EN 10204 3.1/3.2 standards. They calibrate tensile strength, yield point, and elongation for specific heat numbers.
●Melt Chemistry Control: Strictly control carbon equivalent value (CEV) and impurity content like sulfur and phosphorus. This is core to ensuring part weldability and heat-treatment response.
●Charpy Impact Test: Verifies absorbed energy at specific temperatures for low-temperature or severe impact conditions. This prevents brittle fracture.

Material Risks of Aftermarket Crane Parts
In purely cost-driven procurement, material quality control in aftermarket parts easily breaks down:
●Low-Grade Alloy Substitution: Using cheap steel lacking critical alloying elements (chromium, molybdenum, nickel) causes a sharp drop in overall mechanical properties and wear resistance.
●Standard Disconnection: Failure to benchmark against specific DIN/EN grade requirements results in an inability to achieve required hardening depth after heat treatment.
●Batch Fluctuations: Lacking a stable supply chain causes high dispersion in mechanical properties between batches, making preventive maintenance cycles completely uncontrollable.
Case Study: Forged Hooks vs. Cast Substitutes
|
Comparison Dimension |
OEM Genuine Forged Hook |
Aftermarket Cast Substitute |
Engineering Risk Assessment |
| Forming Process | Mandatory use of open-die or closed-die forging processes. | Non-compliant downgrading to low-cost casting processes for forming. | Directly determines fundamental tensile strength and impact resistance. |
| Microstructure | Metal grain flow lines seamlessly follow the load profile with dense microstructure. | Highly prone to defects like porosity, slag inclusion, looseness, and shrinkage cavities. | Internal defects cause stress concentration, weakening the effective load-bearing cross-sectional area. |
| Non-Destructive Testing (NDT) | Performs 100% UT (Ultrasonic) and MPI (Magnetic Particle) testing before leaving the factory. | Often only undergoes surface painting and visual inspection, lacking inspection reports. | Allows high-risk parts with initial microcracks to enter the lifting site. |
| Failure Mode | Excellent fracture toughness and yield cushioning phase ensure fatigue life within expectations. | Initial defects shorten crack initiation cycles, accelerating crack propagation. | Prone to catastrophic sudden fracture under alternating stress, especially heavy loads. |
Real-World Case: Hook Crack Accident Traceback
Real engineering lesson: HSCRANE once assisted a port customer with emergency accident traceback. To save costs, they replaced equipment with a cheap aftermarket cast hook. After only 6 months of operation, routine ultrasonic testing (UT) revealed a 15mm microcrack at the root of the crossbeam.
The root cause of failure lay in the breakdown of aftermarket material control. To cut costs, the supplier used cheap steel with barely compliant yield strength but lacking critical alloying elements like chromium and molybdenum. They also illegally substituted casting for the original forging process. Internal microscopic shrinkage cavities rapidly evolved into fatigue sources under high-frequency alternating stresses at the port, greatly shortening the crack initiation cycle. If not discovered in time, this would have triggered an irreversible, catastrophic sudden fracture.

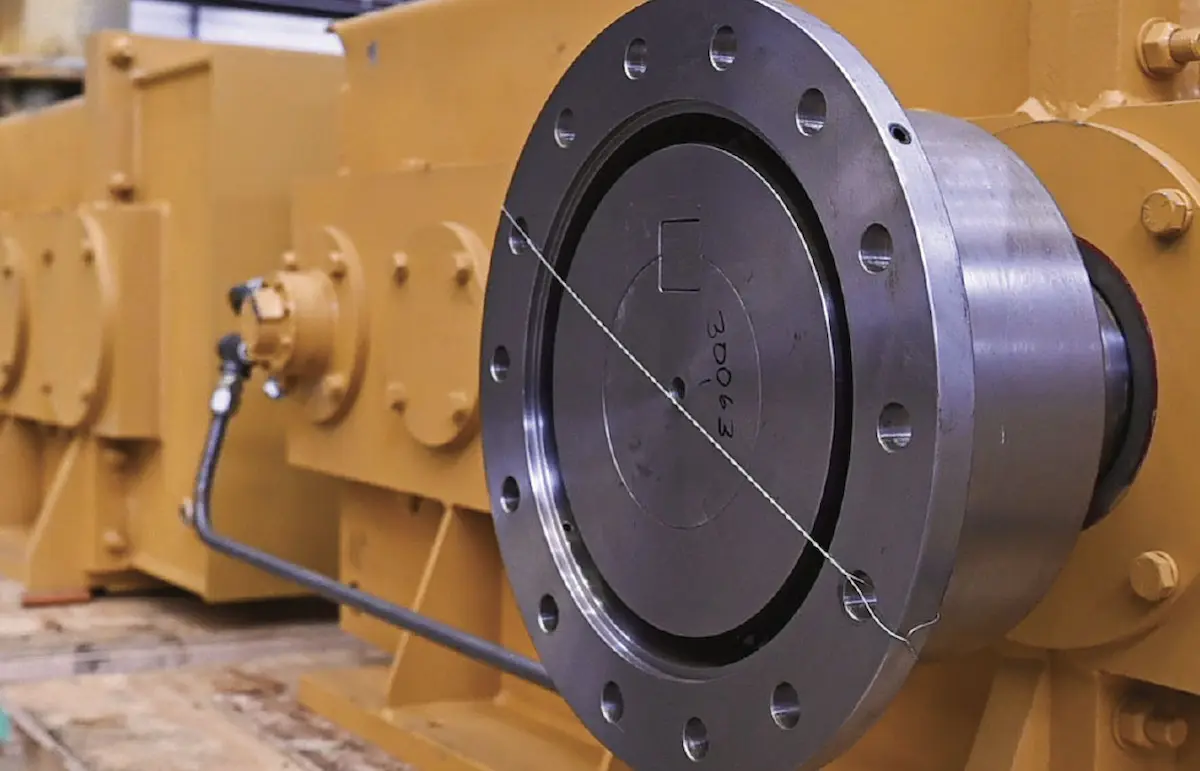
Dimensional Accuracy, Assembly Fit, and Interchangeability
How OEMs Control Dimensional Accuracy
Relying on underlying data, OEMs ensure replacement parts are 100% plug-and-play, eliminating field modification uncertainties:
●Original CAD Driven: Eliminating cumulative measurement errors, parts are programmed directly using original 3D models. This achieves zero deviation on critical mating surfaces.
●Strict GD&T Control: Strictly defines geometric tolerances such as coaxiality, cylindricity, and runout. This guarantees precise fitment for high-speed operation nodes like gearbox output shafts and motor flanges.
●Dedicated Jigs and Fixtures: Eliminates secondary positioning errors caused by multiple clampings on general machine tools, ensuring absolute interchangeability across long-term batches.
How Tiny Tolerances Amplify Equipment Wear
Common measurement errors in aftermarket crane parts trigger a chain reaction of destruction in mechanical drive systems:
●Abnormal Bearing Fits: Improper interference control in bearing seats of sheaves or wheel sets causes bearing ring spinning or reduced clearance, leading to overheating or seizure during operation.
●Shaft System Eccentric Load: Coaxiality deviations in drive shafts generate alternating bending moments, which easily cause motor end covers to shatter during full-load startups.
●Structural Fatigue Accumulation: Forcing offset hole alignments to bolt together introduces extremely high initial pre-stresses at end carriage joints, accelerating weld cracking.
●Wire Rope Wear: Profile deviations in rope guides or drum grooves sharply increase squeezing stress on the wire rope, drastically shortening the time to broken wires and strands.
The fundamental difference in dimensional accuracy stems from execution standards (such as ISO 286) and cost control. OEMs strictly execute IT5–IT6 grade tolerances on critical locations like bearing seats. Conversely, general machining shops often relax this to IT7/IT8, directly resulting in assembly interference and abnormal operational noise.

Performance Testing and Certification System Comparison
OEM Physical Verification Process
Every safety-critical part must pass rigorous testing before leaving the factory:
1.Full-scale Load Test: Simulates 100% rated operating conditions to collect mechanical efficiency and temperature rise curves.
2.Proof Loading: Applies 125% to 150% static loads on hooks and sheaves to verify ultimate capacity and eliminate inelastic deformation.
3.Non-Destructive Testing (NDT): Critical welds and shafts undergo 100% UT/MT/PT testing. This includes independent reports signed by engineers.

Engineering Consequences of Neglecting Verification
|
Risk Node |
Failure Manifestation |
Consequences and Downtime Risk |
| Brake Failure | Rapid friction lining degradation or brake spring fatigue. | Insufficient braking torque causes heavy-load hook or crane sliding, threatening site safety. |
| Overload Protection Malfunction | Poor sensor linearity or calibration data drift. | Causes full-load refusal to act (no overload protection) or frequent false alarms, disrupting production. |
| Premature Failure under High Work Duty | Tooth surface contact fatigue or early bearing spalling. | Under high FEM classifications, substandard material quality is multiplied, resulting in extremely short part life. |

Cost Analysis: Total Cost of Ownership (TCO) Beyond Purchase Price
Overemphasizing initial capital expenditure (CapEx) often inflates long-term operating expenses (OpEx). Although aftermarket parts offer short-term price advantages, the losses from unplanned downtime in high-frequency production environments usually dwarf those savings.
Building a scientific TCO model for crane parts must include the following hidden costs:
●Replacement Frequency (MTBF): A cheap gear with only one-third the life of an OEM part matches the total OEM procurement cost over its lifecycle.
●Installation and Rework Labor: Field grinding and reaming increase Mean Time to Repair (MTTR). Frequent assembly and disassembly incur high rigging and labor costs.
●Accelerated Wear of Adjacent Components: A pinion with excessive tooth profile errors will destroy an expensive genuine large ring gear within a short period.
●Compliance Risks: Using unauthorized safety-critical parts exposes businesses to massive liability claims and mandatory equipment shutdowns if an accident occurs.

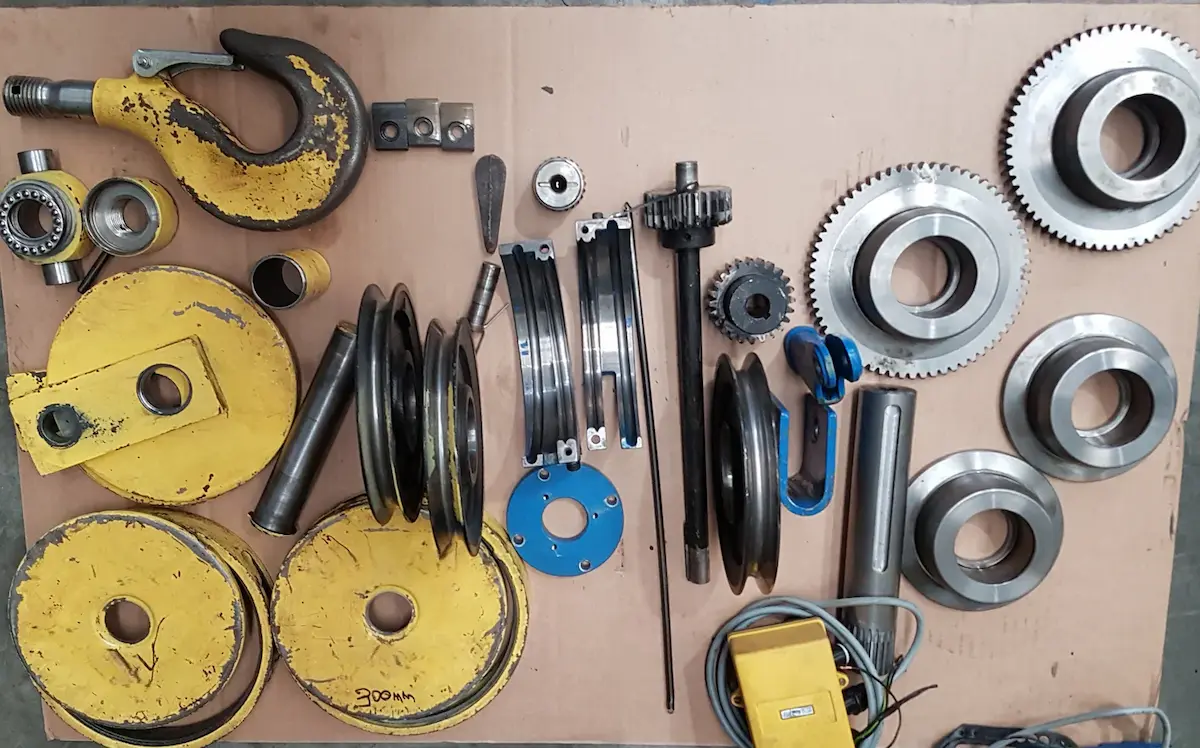
Risk-Based Procurement Strategies for Crane Parts
A scientific procurement strategy should be based on Failure Mode and Effects Analysis (FMEA), practicing hierarchical control according to component criticality:
|
Part Risk Level |
Typical Components |
Procurement Decision Advice |
| Safety-Critical Parts | Hook assembly, main-to-end carriage joints, drum, hoisting mechanism gears, and drive shafts. | Pure OEM strongly recommended. Must ensure 100% original data matching and NDT inspection reports. |
| Performance-Critical Parts | Brakes, absolute encoders, anti-fall safety devices, and weight limiters. | Cautious evaluation. Limited to top-tier equivalent (OEM-equivalent) suppliers providing full test data. |
| Standard Wear Parts | Polyurethane buffers, general oil seals and gaskets, conventional friction pads, and standard hardware. | Open to aftermarket procurement. Choose ISO 9001 certified suppliers to achieve effective cost reduction. |
Specific scenarios where OEM procurement must be locked:
1.Statutory Mandatory Inspection Equipment: For main hoisting mechanisms or steel structure modifications, third-party special inspection agencies mandate material certificates stamped with OEM seals.
2.Equipment Under Warranty: Using unauthorized third-party crane parts will directly trigger warranty void clauses.
3.Extreme Operating Environments: Heavy-duty scenarios under high dust, high thermal radiation, or 24/7 full-load cycles, such as port quayside cranes, steel smelting, and nuclear power.

Recommended Model: Hybrid Strategy of OEM + Premium Aftermarket
The optimal solution to achieve the lowest TCO is “guard safety at the core, unleash cost reduction on the periphery.” Hold the OEM baseline for safety-critical parts to buy out downtime risks. Introduce certified premium aftermarket suppliers for general wear parts after rigorous auditing, achieving a golden balance among safety, lead time, and operating costs.
Quality Commitments of HSCRANE Crane Parts
As an industry-leading crane parts supply chain expert, we deliver production certainty alongside components:
●ISO 9001:2015 Quality System Certification: All inbound and outbound processes strictly follow international standards to guarantee zero-error delivery.
●Genuine Traceability Protection: All OEM parts we supply come with original factory mill certificates and non-destructive testing reports.
●Worry-Free Warranty: We provide extended warranty terms superior to the industry average. Combined with our 24/7 technical support, we eliminate unplanned downtime anxiety for you.
●Global Success Stories: We have successfully delivered OEM upgrade and replacement solutions for core drive and load-bearing components to over 500 industrial clients, including major ports and multinational steel groups.

Do you need to develop a sound procurement strategy for spare parts for your bridge, gantry, or custom cranes?
HSCRANE provides critical component selection, equivalent engineering evaluation, and technical support services to help you precisely identify risk nodes.
Contact our technical team now for professional advice.
Advanced Reading: Avoiding Hidden Traps in Procurement Execution
Blind price comparisons detached from actual operating conditions often lead to expensive downtime penalties. Based on on-site Root Cause Analysis (RCA), we have summarized the most fatal procurement lessons in the industry.
Recommended Engineering Guide: 10 Crane Spare Parts Procurement Mistakes (And How to Avoid Them)
1.The Drawing Trap: Why do aftermarket parts processed “strictly according to drawings” still suffer early catastrophic fatigue fractures?
2.System Interference: How does mixing components of different standards (such as DIN/ASME) trigger hidden wear and tear?
3.The Cost Black Hole: How to quantify the TCO debt hidden behind lowest-bid wins.
FAQ
Q: Are aftermarket crane parts always lower quality than OEM?
A: Not necessarily. Reputable aftermarket suppliers with ISO 9001 certification and full traceability can produce high-quality components that meet general application demands. However, for safety-critical parts without access to original design data, OEM remains the safest choice due to guaranteed material properties and compliance with original engineering calculations.
Q: Which standards should I reference when qualifying aftermarket crane parts?
A: Key engineering standards include the ASME B30 series for hooks, wire ropes, and below-the-hook devices; EN 13001 for structural and mechanical fatigue design; and FEM 1.001 for service classification. Always request mill certificates, NDT reports, and dimensional inspection (GD&T) sheets to verify compliance.
Q: Can using aftermarket parts void my crane’s statutory certification?
A: Yes, it presents a significant risk. If aftermarket replacement parts deviate from the original technical specifications or lack OEM engineering approval (ECO), statutory third-party inspections may fail. This can potentially void your equipment certification and complicate liability in the event of an incident. Always consult the crane OEM before replacing primary load-bearing or safety components.
(Disclaimer: This document is for reference only. Specific operations and procurement must strictly comply with local laws, regulations, and respective equipment manuals.)